13.02.2026
Understanding calotte: A universal precision component and why medical technology sets the standard.
Calottes are the invisible key to reliability, efficiency, and durability in many applications: in bearing technology, robotics, the automotive sector, and hydraulic/valve systems. Essentially everywhere forces must be transmitted evenly, friction minimized, movements executed with precision, and tightness ensured. The decisive factors for this are always sphericity, surface quality, and reproducibility.
Why medical technology sets the pace across industries
The hip implant calotte in particular sets the bar especially high: every irregularity or deviation in shape at the micrometer level affects wear, friction behavior, and thus the quality of life of patients. What is required are perfect sphericity, mirror‑smooth surfaces (Ra ≤ 0.01 μm), and a fully traceable, audit‑ready manufacturing process. What works here often becomes the benchmark for other industries — and this is exactly where Adelbert Haas excels, with force‑controlled complete machining, intelligent software, and advanced mechanical engineering expertise.

Interview: Polished calottes
Carina Kabisreiter in conversation with Thomas Bader about precision, process control, and the art of manufacturing perfect calottes.
Carina Kabisreiter: Mr. Bader, the calotte is considered a key component in many industries. What makes it fundamentally so important?
Thomas Bader: Calottes ensure uniform force transmission and defined friction behavior — whether in a robot joint, a precision bearing, or a hip joint. If the sphericity is not correct or the surface is not homogeneous, the performance of the entire system suffers: wear, noise, energy losses, and — in the medical technology context — even the clinical outcome.
Carina Kabisreiter: And why is medical technology still the pace‑setter?
Thomas Bader: Because patient safety and long‑term stability are directly interconnected here. We are talking about Ra values ≤ 0.01 μm, form tolerances of just a few micrometers, and the obligation to document every process step in an audit‑ready manner. These specifications have sharpened our technologies — and today, customers across all industries benefit from this as well.
Carina Kabisreiter: Where do the greatest manufacturing risks for calottes lie?
Thomas Bader: Essentially, four areas can be identified that repeatedly prove critical in practice.
First: The sphericity after polishing. Many manufacturers face the same dilemma: the surface shines, but the roundness is lost. The component looks perfect, but geometrically it is not. This leads to rework, scrap, or — in the worst case — production stoppages.
Second: The requirements for ultra‑fine surfaces. We are talking about roughness values in the range of Ra ≤ 0.01 µm. Even the slightest process fluctuations — a minimally altered grinding wheel behavior or a slightly deviating force — lead to scratches or matte spots. These defects often only become visible under measuring equipment, by which point the workpiece is already worthless.
Third: Material variations. CoCr, ceramic, OxZr — each of these materials reacts differently to temperature, grinding pressure, or tool wear. Without stable process control, the same setting may work today and produce scrap tomorrow.
Fourth: Documentation requirements. Especially in regulated industries, every process step counts: measurement reports, traceability, process data, auditability. If manufacturing is not fully transparent, an entire project can come to a standstill — regardless of how good the component looks in the end
Carina Kabisreiter: And how do we address these challenges at Adelbert Haas?
Thomas Bader: With a force‑controlled process. Our integrated force‑measurement technology keeps the contact pressure constant during grinding and polishing, centering the tool and the workpiece with virtually zero deviation throughout the process.
The result: geometric accuracy is preserved, material and tool variations are automatically compensated, there are no matte spots or scratches, and the surface becomes uniformly mirror‑like — reproducible from small batches to full‑scale production.
Carina Kabisreiter: What does that mean in terms of figures and workflow?
Thomas Bader: Our calotte manufacturing generally follows a clearly defined process that has proven itself in practice.
First, everything begins with the rough‑grinding process. Here we typically use a diamond wheel with a medium FEPA grain size to efficiently bring the raw part into shape.
Second, the process moves into ultra‑fine grinding. With single‑digit grain sizes, the surface is refined to the point where only a minimal residual structure remains. This step establishes the foundation for the later mirror finish.
Third, the calotte is polished using a ceramic‑bonded grinding wheel with the smallest grain size to achieve its characteristic high‑gloss surface — flawless, reflective, and without any loss of form.
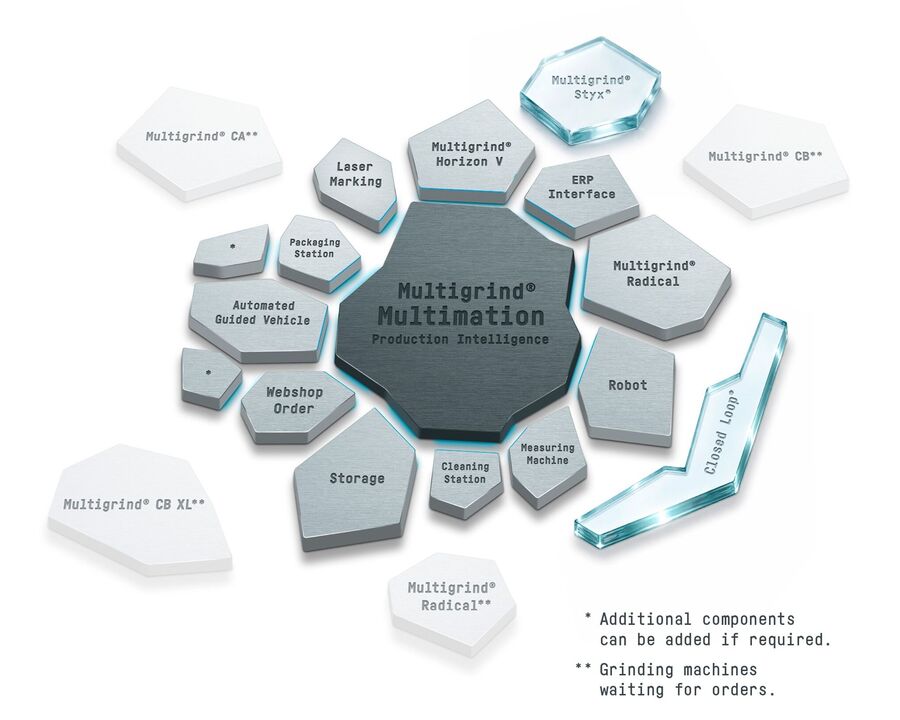
Several factors ensure this level of reproducibility: automated measurement, closed‑loop corrections that immediately compensate for any deviation, and of course our software stack consisting of Multigrind® Horizon and Styx, which visualizes, simulates, and controls the entire process. And the best part: this entire workflow can be made so stable that several hours of unmanned operation are absolutely realistic — without any loss of quality and without manual intervention.
In the end, we achieve form tolerances in the low micrometer range and a roughness of Ra ≤ 0.01 µm — values we consistently meet because the process remains stable and reproducible at all times.
Am Ende stehen Formtoleranzen im kleinen µm Bereich und eine Rauheit von Ra ≤ 0,01 µm – Werte, die wir vor allem deshalb sicher erreichen, weil der Prozess konstant reproduzierbar ist.
Carina Kabisreiter: Does this approach apply only to medical‑technology calottes?
Thomas Bader: No. Exactly the same process logic — force control, in‑process measurement, simulation, closed‑loop control — also elevates bearing calottes, robot joints, ball sockets, or hydraulic components to a higher quality level. The difference lies in material, batch size, and tolerance windows, not in the principle itself.
Carina Kabisreiter: What is your personal quality criterion for a ‘perfect calotte’?
Thomas Bader: When sphericity, roughness, and reproducibility all align — without any rework. That’s when a component becomes a reliability guarantee for the entire system.
Carina Kabisreiter: Your conclusion in one sentence?
Thomas Bader: Anyone who manufactures calottes needs process control — force‑regulated, measured, and documented.
Carina Kabisreiter: Mr. Bader, thank you very much for this fascinating conversation and the clear insights into calotte manufacturing. It is impressive to see how much precision, process expertise, and technological depth lie behind a component that appears so inconspicuous at first glance — yet in reality plays a key role across many industries.
What manufacturers specifically gain:
- permanently stable surface quality
- form‑accurate calottes — even after polishing
- drastically reduced rework and scrap
- automated, audit‑ready workflows
- complete traceability
This creates a manufacturing process that is economically viable across industries and, above all in medical technology, guarantees one thing: safety for both patient and user.
The author

Carina Kabisreiter
Carina Kabisreiter is active in the marketing and communications department at Adelbert Haas.
Share article


Comments (0)
Write a comment